粉末等离子弧堆焊(亦称等离子喷焊,国外称为PTA工艺),在采用联合弧堆焊时,一般采用两台单独的直流弧焊机作电源,分别供给非转移弧(简称“非弧”)和转移弧(简称“转弧”)。两个电源的负极并联在一起,通过水电缆接至焊的钨电级(阴极)。非弧电源的正极通过水电缆接至焊的喷嘴。转弧电源的正极接至工件。循环冷却水通过水电缆引至焊,冷却喷嘴和电极。氩气通过电磁气阀和流量调节器进入焊。非弧电源接通后,借助在电极和喷嘴之间产生的高频火花引燃非转移弧。转弧电源接通后,借助非弧在钨极和工件间造成的导电通道,引燃转弧。转弧引燃后,可保留或切断非弧,主要利用转弧的热量在工件表面产生熔池和熔化合金粉末。合金粉末按需要量连续供给,借助送粉气流送入焊,并吹入电弧中。粉末在弧柱中被预先加热,呈熔化或半熔化状态落入熔池,在熔池里充分熔化,并排出气体和浮出熔渣。通过调节转移弧电流来控制熔化合金粉末和传递给工件的热量,合金和工件表层熔合。随着焊和工件的相对移动,合金熔池逐渐凝固,便在工件上获得所需要的合金堆焊层。
等离子焊接工作过程中,如果我们发现有气孔产生,也要立即停止生产操作,因为气孔的存在,会影响以及工件的质量。产生气孔一般主要是因为学习材料市场上有油渍、或者污渍等,也有很大可能是喷焊机的头漏气,在这种发展情况下,要***行数据清理之后,确保企业不会再有气泡,才可以通过使用。
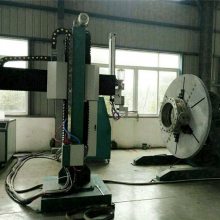
等离子堆焊机的焊接工艺为等离子电弧合金喷焊工艺,对喷焊合金粉末有特殊工艺要求,自熔合金较为理想。由于自熔合金种类繁多,性能优异,等离子堆焊技术的优越性,自熔合金喷焊应用广泛,在等离子弧焊中发挥着重要作用。例如:闸门及阀座密封面采用铁基合金堆焊或钨铬钴基硬质合金堆焊而成,耐磨,耐高温,耐腐蚀,等离子喷焊机,耐磨性好,使用寿命长。
目前产品涵盖弧焊机器人、点焊机器人、激光焊结机器人、激光切割机器人、等离子焊接和等离子切割机器人。我公司的焊接机器人采用很好品质的弧焊机器人和全数字焊接电源构成机器人弧焊系统的,实现超高的焊接品质。适用于铝合金、不锈钢、镀锌板、碳钢等材料的焊接,其特色是***飞溅,既可以减少焊接材料的浪费,又能减少焊后的打磨处理,不仅能减少成本,而且缩短加工时间,为客户带来直观的效应。