机型特点:
※ 整体结构和硬软件配置适于叶轮磨损面高i效自动堆焊(外径达Φ650)。
※ 全数字化控制系统,硬件配置***、合理、高挡。
※ 完善的软件设计,生动的人机界面,便捷的操控系统。
※ 针对叶轮磨损面的堆焊特点,专门设计的程序软件,确保工艺质量。
※ 送粉器、摆动器、旋转工作台、弧压控制器等关键部件均采用数码控制。
※ 配置适宜的大功率喷射式外送粉等离子焊,使用效果佳。
※ 配置冷冻式换热增压循环供水系统,大大提升了焊的性能。
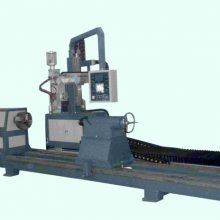
该机由随动式操控面板、弧焊机单元、冷冻式换热循环供水单元、随动式堆焊操作机、数控旋转动力床身等部分组成。
焊不仅可在纵轴方向(Y向)及垂直方向(Z向)数控移动, 还可通过铺设的长距离滑轨实现沿螺杆横轴方向(X向)定位或通过操控旋钮任意调节定位,能设定焊工作位和停机位的空间位置,堆焊开始时焊自动移动到工作位,堆焊完毕焊自动退回到空位(停机位),实现自动化堆焊操作
近年来由于螺杆转速提高,机筒中压力的提高,更主要是由于在挤出时大量填料加入的结果,使得氮化钢制造的螺杆和机筒的耐磨性显得较大的不足.它的失效主要是由下述原因造成的:由于氮化层的深度一般尽在0.5mm上下,而内部集体的硬度仅为HV280左右,一单氮化层磨去,耐磨性便很差(图12-7)。在氮化时由于氮化工艺的不当造成绿化层变脆,螺旋堆焊机,在高压下极易剥落,破坏了螺杆的耐磨性;此外,由于集体硬度太低,在高压下薄的绿化层被压陷也破坏了螺杆的稳定工作。