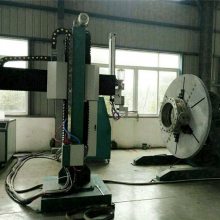
3���ݸ��ڻ�Ͳ��ת������������ߵ�Ħ����ʹ�ݸ����Ͳ�Ĺ���������ĥ���ݸ�ֱ������С�������ݸ˶Ѻ�������Ͳ���ڿ�ֱ���Ӵ��������ݸ����Ͳ�����ֱ����϶�����Ŷ��ߵ���ĥ���һ���Ӵ��ǣ����ڻ�Ͳǰ���ͷ�ͷ����������û�иı䣬������ݸ˶Ѻ�������������˱���������ǰ��ʱ��©�����������ϴ�ֱ����϶������Ϸ������������ӡ����ʹ�ܽ���е�������½�������������ʹ�����ڻ�Ͳ��ͣ��ʱ�����ӣ�������Ϸֽ⡣����Ǿ�����1ϩ���ֽ��������i���������ǿ�˶��ݸ˺ͻ�Ͳ�ĸ�ʴ��
�ݸ�����Ϳ��
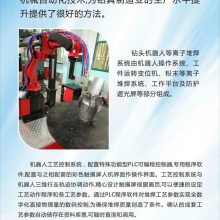
�ŵ��Ǹ�Ӳ�ȡ�����ĥ�ԣ�����ʴ�ԲҪ���豸�����ղ����ѶȽϴ��ϳɱ��빤�ճɱ����ϸߡ�˫�������������ǶѺ���������Ϳ���ݸ˶Ѻ������ң����������¶ȶ��ܸߣ��ݸ˶Ѻ������⣬�����������Ρ���Ⱦ����Ժܲ������Ҫ�ټӹ���ĥ������������***�ݸ˵��Ż�������ߡ�
����Ϳ���������ݸ�����ʱ���õļ�����Ҳ��һ�ֿ������ݸ����ļ�����
�� ��ж�ݸ��ϵ�ֹ�滷���ܷ��
�� ��ж���������졢ֹ�滷���ܷ���ݸˣ�Ӧ����������ͭˢ���������������λ���ϡ���������������ϣ�Ӧ���ں����м��ȣ��¶�Ϊ��ʹ�������ĺܵ��¶ȣ�Ȼ����������ϡ�
�� ���ݸ��ϵĸ������װ��һ�𣬸��������Ӳ�λҪͿ����������֬���Է����´β�ж��
�� �ݲ�ʹ�õ��ݸ��ڱ�������ҪͿ�����ͣ����ã�������ͨ�簲ȫ����
�人��������Ϳ�����������ι�˾ �ֻ���𐀃𐀄𐀅𐀆𐀃𐀇𐀈𐀉𐀊𐀉𐀇 �绰��𐀅𐀇𐀆𐀋𐀈𐀃𐀉𐀃𐀆𐀅𐀅 ��ַ������ �人 �人�л����������������������Ϳ��ҵ